Processing technology analysis of special die-cutting roller knife for sanitary napkin production line.
Production Manufacturing > Product Design



Working principle and technical requirements of roller cutter
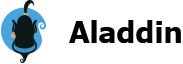
A boat shaped die-cutting roller knife used in the production line is shown in Figure 1. The roller knife is installed on the die-cutting support and rotates reversely relative to the outer cylindrical smooth roller installed at the lower part. When the multi-layer sanitary napkin paper belt pressed and pasted by the embossing tooth roller passes between the two rollers, the finished sanitary napkin is cut by the die-cutting roller knife. Because the ship shaped closed curve edge of the die-cutting roller knife is only 0.1-0.15mm higher than the cylindrical surfaces on both sides in the radial direction, in order to continuously and completely die-cut products, the ship shaped closed curve edge must be closed continuously for a long time and have high sharpness. Any small gap on the edge can prevent the sanitary napkin from being completely cut off, so it can not be completely separated from the paper tape. At the same time The three ship shaped closed curve cutting edges on the roll surface must be evenly distributed around the crew so as to correspond to the embossing shape of the previous I-shape. In addition, the coaxiality of the cylindrical surfaces on both sides and the outer circle of the cutting edge relative to the cutter shaft journal shall be less than 0.1-0.05mm. In order to improve productivity, the edge of roller knife must have high hardness (the hardness of imported roller knife is generally greater than 60HRC) and good wear resistance.